誘導加熱の原理
ろう付すべきワークの各々の金属を高周波誘導加熱すると、電磁誘導作用によりそれぞれの金属自体中に生ずる誘導電流によって金属は自己発熱し、ろう材を溶かしてろう付が行われる。
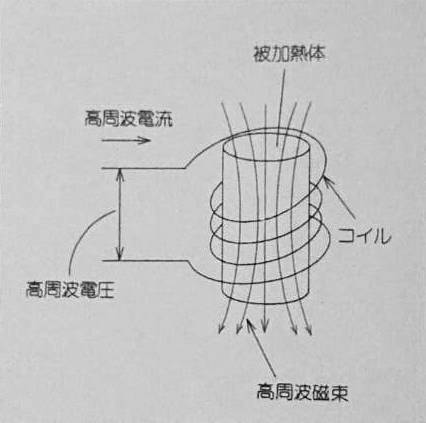
図に示すように、加熱コイルの中に被加熱金属があり、加熱コイルに高周波電流(周波数30KHzの高周波電流の場合は1秒間に3万回電流の方向が変化する)を流すと、被加熱物の中を磁束が貫通し、被加熱物中に加熱コイルの電流と逆方向に電流がサイクル毎に方向を変えて流れる。この作用を電磁誘導作用と呼ぶ
この誘導電流が金属の表面層に集中して流れ、被加熱金属に渦電流損、ヒステリシス損を発生させ、表面層を発熱させる。
高周波誘導加熱装置はそのような原理を応用した物である。
表皮効果
表皮効果は、被加熱材料の比電気抵抗値、比透磁率および高周波装置の発振周波数に関係しており、とりわけ周波数が重要な要素となります。彼加熱体表面の電流密度を1としたとき、これが36.7%まで減衰「電流の浸透深さP」と定義されます。
つまり、周波数が高いほどPは小さくなり、周波数が低いほどPが大きくなることがわかります。被加熱体表面よりの深さ(x) における電流密度とも関係し、IXと定義されています。
| λ: | 被加熱帯の抵抗(μΩ・cm) |
|---|---|
| μ: | 被加熱帯の比透磁率 |
| f: | 周波数(Hz) |
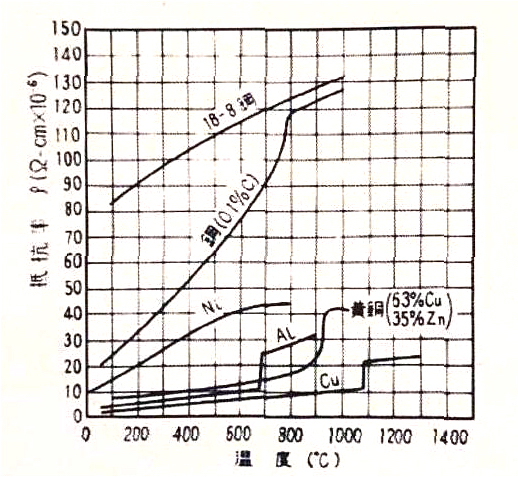
Y鉄はキューリー点以上の温度のときでp=125、μ=1とした場合、黄銅は約800℃の場合でp=15、μ=1とし、銅は約800℃の場合(p=5、μ=1) と常温の場合(p=1.7、μ=1)を示してある。また、a鉄は常温の状態でp=10、μ=100として示してある。
| Io: | 被加熱体表面の電流(A) |
|---|---|
| Ix: | 被加熱体表面からx(cm)の点の電流(A) |
| ε: | 自然体数の底=2.7182818... |
| X: | 被加熱体表面からの距離(cm) |
| P: | 電流浸透の深さ(cm) |
加熱に必要な電力の計算
誘導加熱装置ご計画の際は、まず、加熱周波数、設備電力および加熱方式を考慮しなければなりません。
加熱周波数の選定
被加熱材の材質、寸法、加熱温度が与えられた場合、d/δ≧3~5を満足する周波数を選定してください。
- d
- 被加熱材直径(cm)
- f
- 最終加熱温度における被加熱材の低効率(μΩcm)
- μ
- 最終加熱温度における比透磁率
- f
- 加熱周波数(Hz)
第1図に各種金属の温度における被加熱材を、また第1図に角周波数をパラメーターとして鋼ビレットを1200℃に均一加熱する場合のビレット直径に対する最小加熱時間を示します。
設備電力の選定
被加熱材の材質と所要加熱温度から単位重量当りの正味熱量(kWh/kg)が定まります。次に所定の処理量(kg/h)から正味電力が決定されます。
この正味電力をPΝ(kW)とすれば、設備の総合効率ηt(加熱コイル効率、電源機器効率および負荷率など)を考慮して設備の所用電力P(hW)は
P=PN/ηt
で決定されます。
生産ライン・製品開発などについてのご相談、ご質問があれば、お気軽にお問い合わせください。
メールでお問合せ